2.彎曲變形的修復(fù)
(1)冷壓法
對(duì)彎曲變形不大的小鋼質(zhì)曲軸,可用機(jī)械方法加壓校正,即用V形架將曲軸架在平臺(tái)上,彎曲凸面部位朝上以便加壓,在對(duì)應(yīng)位置的下面放置個(gè)分表,借以觀察加壓時(shí)的變形量。準(zhǔn)備就緒后,分階段緩慢增加壓力,最后一次壓下量不能過(guò)大,以避免產(chǎn)生塑性變形。校正時(shí)的反彎曲量不宜超過(guò)原彎曲量的1~1.5倍。在加壓過(guò)程中,應(yīng)根據(jù)變形的方向與程度,用小銅錘沿軸表面進(jìn)行敲擊冷作,以便將集中的塑性變形化為分散的微量的塑性變形,避免應(yīng)力集中,從而增強(qiáng)曲軸的耐疲勞強(qiáng)度。
(2)熱壓法
對(duì)彎曲變形量大的曲軸,應(yīng)采用熱壓校正法,即用V形架將曲軸架在平臺(tái)上,先用氧、乙炔火焰對(duì)彎曲凸面加熱,溫度控制在500~550℃,當(dāng)軸表面星暗紅色時(shí),對(duì)彎曲凸面加上壓力,其方法同冷壓法。在加壓過(guò)程中,繼續(xù)對(duì)彎曲部位進(jìn)行緩慢加熱,溫度要均勻。熱壓法一般要反復(fù)進(jìn)行數(shù)次,直至有反向彎曲為止。
用熱壓法校正過(guò)的曲軸,要進(jìn)行消除應(yīng)力退火處理,即對(duì)加熱部位要緩慢地加熱到150~200℃的退火溫度,當(dāng)達(dá)到此溫度時(shí),應(yīng)迅速用絕熱材料加以保溫,待溫度降至50~70℃時(shí),再自然冷卻。
3.鍵槽磨損的修復(fù)
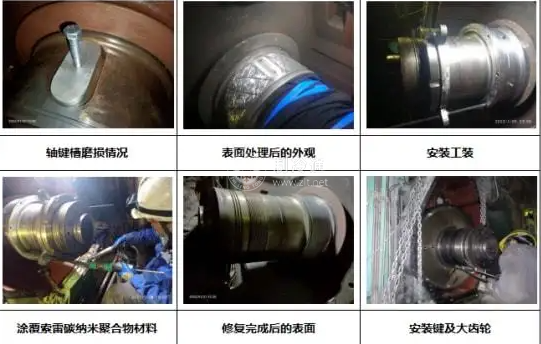
鍵槽磨損寬度不超過(guò)原寬度的5%時(shí),可加寬修復(fù),但加寬程度不得超過(guò)原來(lái)寬度的15%。使用的鍵應(yīng)按擴(kuò)大后的鍵槽寬度配制。若鍵槽磨損寬度大于5%時(shí),應(yīng)先焊補(bǔ),然后加工到原設(shè)計(jì)尺寸。
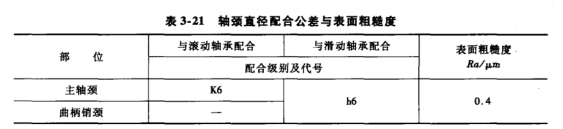
4.修理技術(shù)要求
①軸頸直徑配合公差與其表面粗糙度如表3-21所示。
②曲柄銷(xiāo)軸心線與主軸頸軸心線距離偏差8≤0.1mm。
③主軸頸與曲柄銷(xiāo)頸的圓度和圓柱度不低于7級(jí)精度。
④曲柄銷(xiāo)頸軸心線對(duì)曲軸公共軸心線的平行度不低于6級(jí)精度。
⑤曲軸鍵槽中心面對(duì)其鍵槽軸的軸心線的對(duì)稱(chēng)度不低于9級(jí)精度。